- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

การทำความเข้าใจค่าห้องปฏิบัติการ: วิธีที่แท้จริงในการอ่านสี — พารามิเตอร์หลัก 3 ประการสำหรับการควบคุมความแตกต่างของสีในพลาสติกวิศวกรรม
“ค่า ΔE ของ 2.1 ในรายงานคัลเลอริมิเตอร์ยอมรับได้หรือไม่”
“ลูกค้าบอกว่าค่า Lab ปิดอยู่ แต่สีเกือบจะเหมือนกันสำหรับฉัน”
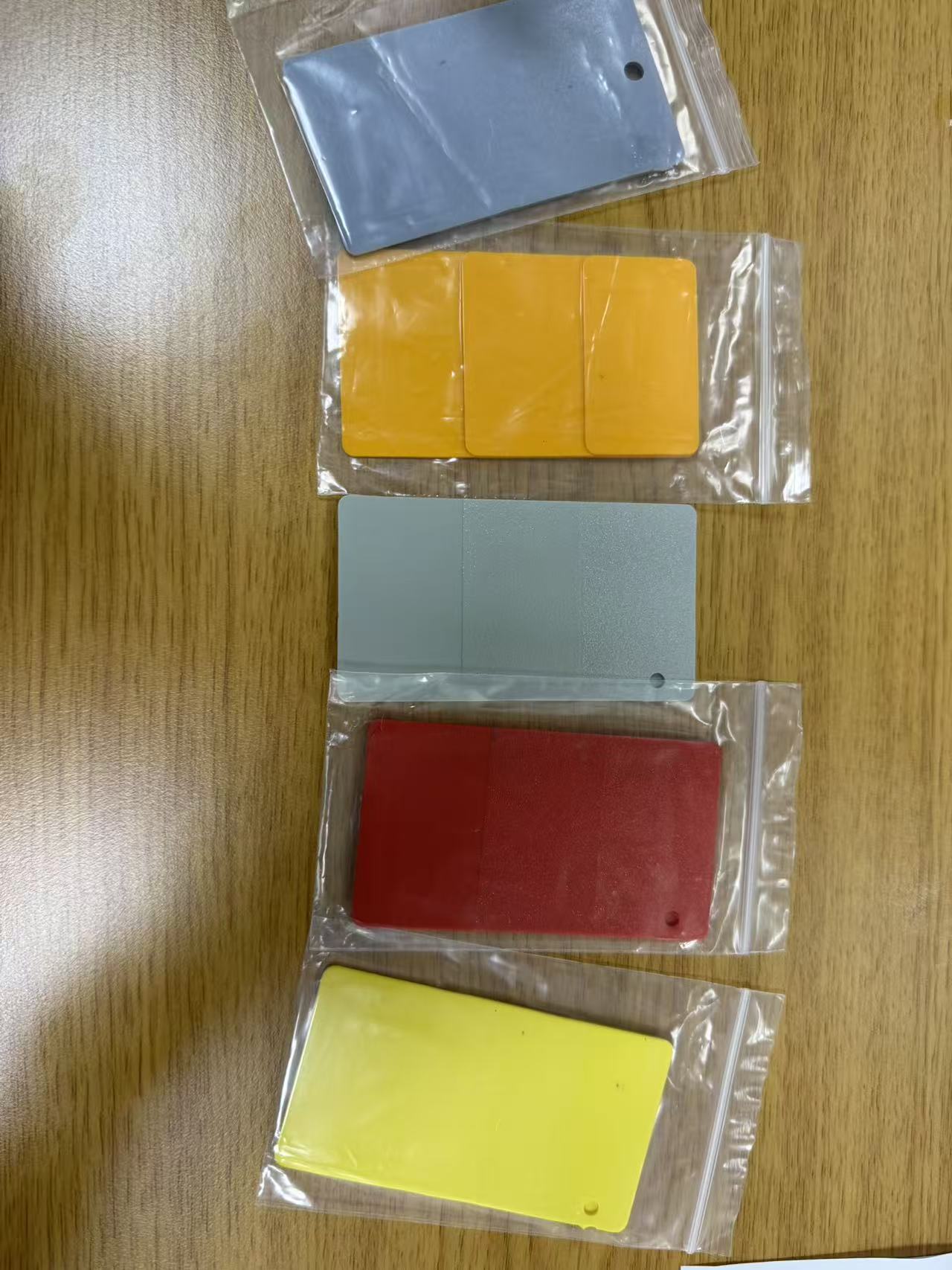
นี่คือคำถามที่ทีมเทคนิคของเราได้ยินทุกวัน ในอุตสาหกรรมพลาสติกวิศวกรรม ความแตกต่างของสีไม่ได้ตัดสินด้วยตาเปล่าเพียงอย่างเดียวอีกต่อไป ไม่ว่าจะเป็นชิ้นส่วนภายในรถยนต์ ตัวเรือนอิเล็กทรอนิกส์ 3C หรือส่วนประกอบโครงสร้างทางอุตสาหกรรม ลูกค้ามักจะรวมมาตรฐานการยอมรับความแตกต่างของสีที่ระบุอย่างชัดเจน: ΔE ≤ 0.5 โดยมีค่า L, a, b ภายในเกณฑ์ความคลาดเคลื่อนที่ระบุ
แล้ว L, a และ b คืออะไรกันแน่? และเหตุใดจึงเชื่อถือได้มากกว่าการตรวจสอบด้วยภาพ วันนี้ เราจะอธิบายพารามิเตอร์ทั้งสามนี้ในภาษาของการผลิตพลาสติกวิศวกรรม
I. “ระบบพิกัด” ของสี: พื้นที่สีแล็บ
ลองนึกภาพว่าในการระบุตำแหน่งบนแผนที่ คุณต้องมีลองจิจูด ละติจูด และระดับความสูง พื้นที่สีแล็บคือ “ระบบพิกัดสามมิติ” สำหรับสี
ก่อตั้งโดยคณะกรรมาธิการระหว่างประเทศว่าด้วยการส่องสว่าง (CIE) ในปี 1976 และยังคงเป็นมาตรฐานทองคำระดับโลกสำหรับการวัดสี สีใดๆ สามารถระบุตำแหน่งที่ไม่ซ้ำกันในพื้นที่สามมิตินี้ได้ด้วยชุดพิกัด (L, a, b)
• ค่า L (ความสว่าง) : ช่วงตั้งแต่ 0 ถึง 100 L=100 คือสีขาวบริสุทธิ์ L=0 คือสีดำล้วน ในพลาสติกวิศวกรรม ชิ้นส่วนสีดำที่ปรากฏเป็นสีเทาหรือสีขาวเปลี่ยนเป็นสีเหลืองโดยพื้นฐานแล้วคือการเปลี่ยนแปลงของค่า L
• ค่า (สีแดง-เขียว) : ค่าบวกหมายถึงสีแดง ค่าลบหมายถึงสีเขียว เมื่อ ABS ทนไฟซึ่งควรจะเป็นสีแดงสดกลายเป็น "สีแดงอิฐหม่น" ค่านั้นน่าจะเป็นปัญหา
• ค่า b (เฉดสีเหลือง-น้ำเงิน) : ค่าบวกระบุเป็นสีเหลือง ค่าลบระบุเป็นสีน้ำเงิน ค่า b เป็นพารามิเตอร์ที่ "ละเอียดอ่อน" ที่สุด วัสดุ เช่น PBT, PC และไนลอน มีแนวโน้มที่จะเกิดสีเหลืองระหว่างการประมวลผลที่อุณหภูมิสูง เมื่อค่า b เปลี่ยนไปในทางบวก ส่วนนั้นจะ "เปลี่ยนเป็นสีเหลือง" อย่างเห็นได้ชัด
ครั้งที่สอง ตัวเลขสามตัว สาม “อาการสีที่แตกต่างกัน” ที่พบบ่อย
ในส่วนการผลิต เราวินิจฉัยสาเหตุที่แท้จริงได้อย่างรวดเร็วผ่านการเปลี่ยนแปลงค่า Lab:
1. ค่าเบี่ยงเบนมากในค่า L – จัดลำดับความสำคัญในการตรวจสอบสภาพของวัสดุและกระบวนการขึ้นรูป
• ค่า L สูง (ขาวเกินไป/ซีด): อาจเป็นไปได้ว่าอุณหภูมิแม่พิมพ์ต่ำหรือมีไทเทเนียมไดออกไซด์ไม่เพียงพอในมาสเตอร์แบทช์สี
• ค่า L ต่ำ (มืดเกินไป): วัสดุอาจเสื่อมสภาพ (สัมผัสกับอุณหภูมิสูงเกินไป) หรือการระบายอากาศของเชื้อราไม่ดี
2. ค่าเบี่ยงเบนมาก – จัดลำดับความสำคัญในการตรวจสอบสูตรวัสดุ
• การเปลี่ยนแปลงค่าเชิงบวก (สีแดง): พบได้ทั่วไปในวัสดุหน่วงไฟ โดยที่สารหน่วงไฟจะสลายตัวที่อุณหภูมิสูง ส่งผลให้สีเปลี่ยนสี
3. ค่าเบี่ยงเบนมากในค่า b – จัดลำดับความสำคัญของการตรวจสอบสภาวะการอบแห้งและอุณหภูมิการฉีด
• การเปลี่ยนแปลงเชิงบวกของค่า b (สีเหลือง): สาเหตุที่พบบ่อยที่สุดคือการแห้งเกินไปหรืออุณหภูมิหลอมละลายมากเกินไป วัสดุไนลอนมีความอ่อนไหวเป็นพิเศษ โดยค่า b ดริฟท์ที่ 0.5 จะมองเห็นได้ว่าเป็น "สีเหลือง" เมื่อมองด้วยตาเปล่า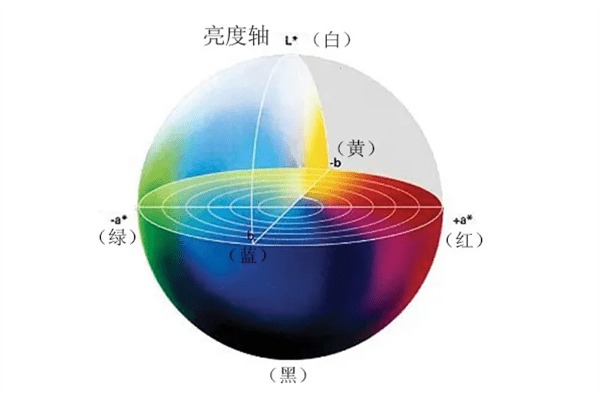
ที่สาม ∆E คืออะไร? เหตุใดเราจึงพึ่งพา ΔE เพียงอย่างเดียวไม่ได้
ΔE คือค่าเบี่ยงเบนรวมของมิติ L, a และ b ซึ่งคำนวณได้ดังนี้:
ΔE = √[(ΔL)² + (Δa)² + (Δb)²]
ใช้ตัวเลขเพียงตัวเดียวเพื่อสรุป “ความแตกต่างของสีทั้งหมด” ทำให้ง่ายต่อการตัดสินอย่างรวดเร็ว อย่างไรก็ตาม ปัญหาคือ: ΔE เดียวกันสามารถแสดงถึงความเบี่ยงเบนของสีที่แตกต่างกันมาก
ตัวอย่างเช่น:
• กรณี A: ΔL=1.0, Δa=0, Δb=0 → ΔE=1.0 (ขาวเกินไปเล็กน้อย)
• กรณี B: ΔL=0.6, Δa=0.6, Δb=0.6 → ΔEµ1.04 (เบี่ยงเบนทั้งสามทิศทาง)
ทั้งสองมี ΔE ใกล้เคียงกัน แต่กรณี B นั้น "ซับซ้อน" มากกว่าและอาจดู "ขุ่นกว่า" เมื่อมองด้วยตาเปล่า ดังนั้น การควบคุมความแตกต่างของสีอย่างมืออาชีพจะต้องพิจารณาทั้ง ΔE และค่าความคลาดเคลื่อนของแต่ละสี มาตรฐานทั่วไปสำหรับชิ้นส่วนภายในรถยนต์คือ: ΔE < 1.0 โดย |ΔL| < 0.5, |Δa| < 0.5, |Δb| <0.5.
IV. ความแตกต่างของสีมาจากไหน? สี่แหล่งที่มาทั่วไป
จากประสบการณ์หลายปีในการให้บริการลูกค้า แหล่งที่มาหลักของความแตกต่างของสีแบ่งออกเป็นสี่ประเภท:
1. การเปลี่ยนแปลงชุดวัสดุ – พลาสติกวิศวกรรมแต่ละชุดอาจมีสีพื้นฐานแตกต่างกันเล็กน้อย แม้แต่เกรดเดียวกัน ความผันผวนของค่า b แบบแบทช์ต่อแบทช์ที่ 0.3–0.5 สำหรับ POM ก็ไม่ใช่เรื่องแปลก
2. กระบวนการทำให้แห้งอยู่นอกเหนือการควบคุม – วัสดุ เช่น ไนลอน PET และพีซี มีความไวต่อความชื้น การตากแห้งน้อยเกินไปหรือแห้งเกินไปอาจทำให้เกิดอาการเหลืองได้ ในกรณีหนึ่ง ผู้ปฏิบัติงานเพิ่มอุณหภูมิในการทำให้แห้งจาก 80°C เป็น 100°C ส่งผลให้ค่า b เพิ่มขึ้นจาก 1.2 เป็น 2.8 ทำให้ทั้งชุดเสียหาย
3. การเคลื่อนตัวของกระบวนการฉีดขึ้นรูป – การเปลี่ยนแปลงเล็กน้อยในแรงดันต้าน ความเร็วของสกรู ความเร็วในการฉีด แรงกดจับ อุณหภูมิของแม่พิมพ์ ฯลฯ สามารถเปลี่ยนการไหลของของเหลวและพฤติกรรมการตกผลึก ซึ่งส่งผลต่อรูปลักษณ์ของสี วัสดุเสริมใยแก้วมีความอ่อนไหวเป็นพิเศษ
4. ความแตกต่างของสภาพแวดล้อมในการวัด – คัลเลอริมิเตอร์ แหล่งกำเนิดแสง รูรับแสงที่ต่างกัน หรือแม้แต่แรงกดที่ผู้ปฏิบัติงานใช้ก็อาจส่งผลต่อการอ่านค่าได้ ลูกค้าและซัพพลายเออร์ต้องเห็นด้วยกับมาตรฐานการวัดแบบรวม (เช่น ไฟส่องสว่าง D65 มุมผู้สังเกต 10°)
V. สรุป: สามารถจัดการสีได้
ในพลาสติกวิศวกรรม สีไม่ใช่เรื่องลึกลับอีกต่อไป ตัวเลขทั้งสามตัว L, a และ b เปลี่ยนความรู้สึกส่วนตัว "ฉันคิดว่าสีผิด" ให้เป็นข้อเท็จจริงตามวัตถุประสงค์ "ค่า L เกินค่าความคลาดเคลื่อนได้ 0.6 ค่า b เท่ากับ 0.8" การทำความเข้าใจแหล่งที่มาของความแตกต่างของสีทั้งสี่ช่วยให้เราป้องกันปัญหาก่อนที่จะเกิดขึ้น