- English
- 简体中文
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी

ปัจจัยที่มีผลต่ออัตราการหดตัวของพลาสติกและวิธีการปรับเปลี่ยน
ปัจจัยที่มีผลต่ออัตราการหดตัวของพลาสติก
1. อิทธิพลของวัสดุ:
(1) ประเภทวัสดุ: ประเภทพลาสติกที่แตกต่างกันมีอัตราการหดตัวที่แตกต่างกัน (ดูตารางที่ 1)
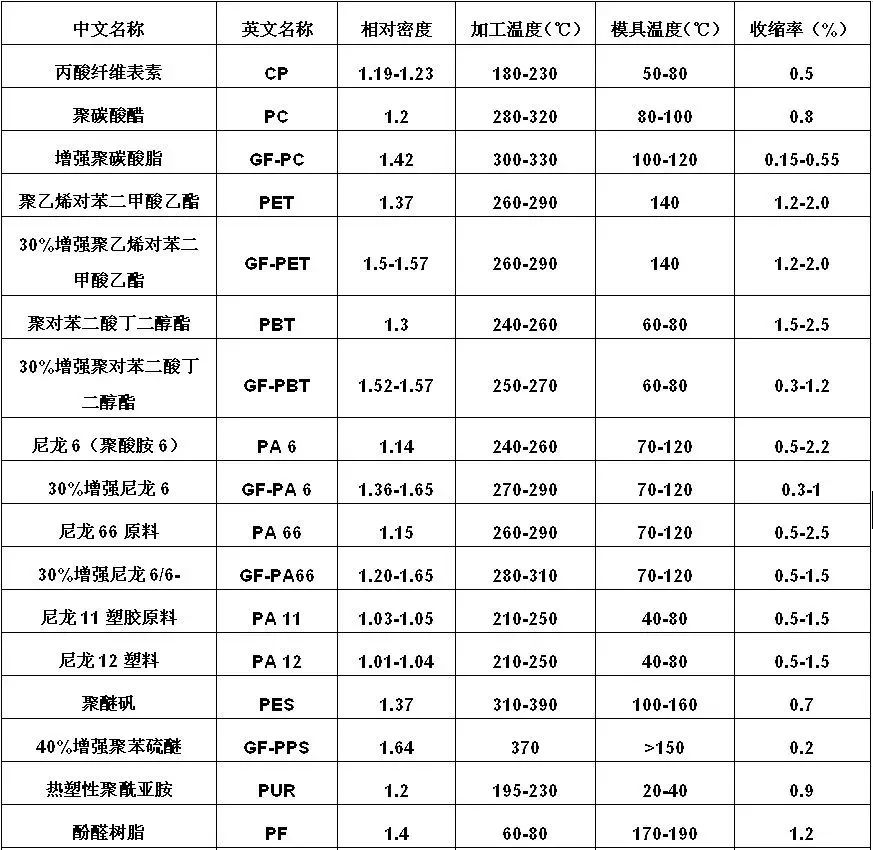
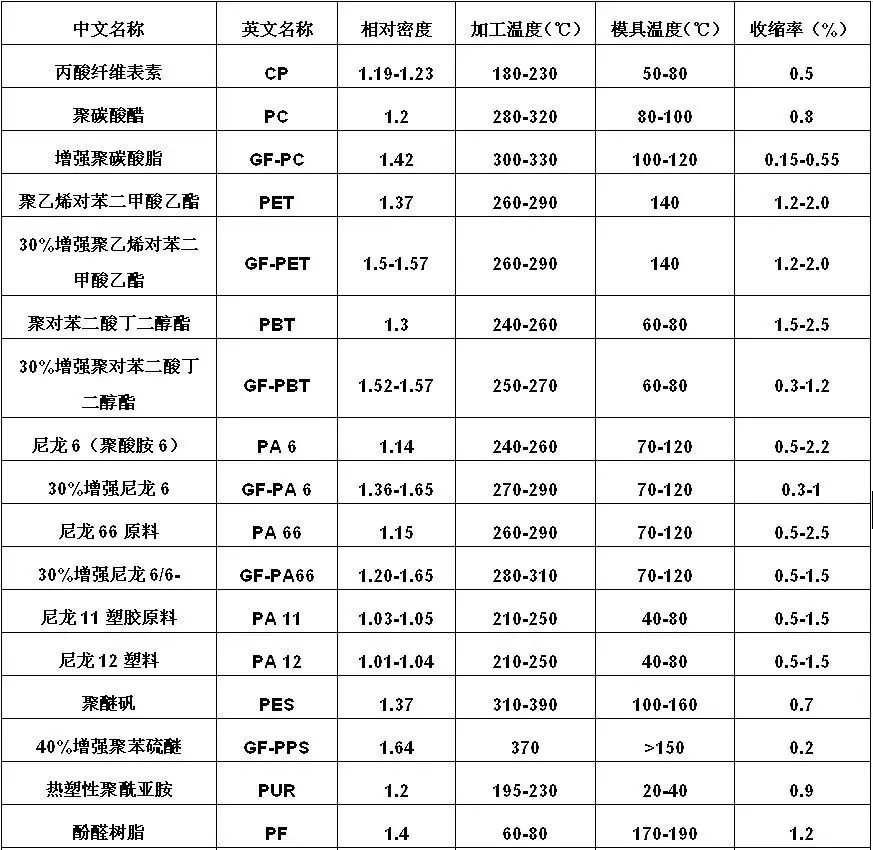
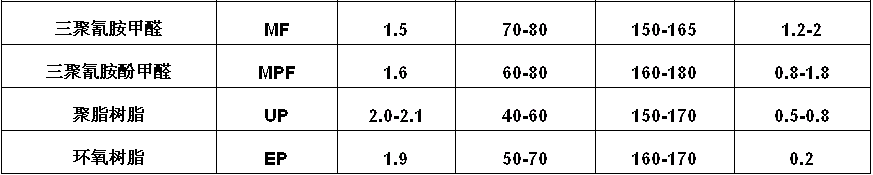
จากตารางที่ 1 จะเห็นได้ว่าในหมู่เทอร์โมพลาสติค PPS เสริมเส้นใยแก้ว 40%มีอัตราการหดตัวต่ำที่สุด (0.2%) ในขณะที่เทอร์โมเซ็ตเรซินอีพอกซีมีอัตราการหดตัวต่ำสุด (0.2%) Fluoroplastics มีอัตราการหดตัวสูงสุดสูงถึงประมาณ 6%; ตามด้วยโพลีเอทิลีนความหนาแน่นต่ำ (LDPE) ที่มีอัตราการหดตัวสูงสุด 5%
(2) วัสดุผลึก: สำหรับวัสดุเดียวกันผลึกที่ต่ำกว่าจะส่งผลให้อัตราการหดตัวน้อยลง ในบรรดาปัจจัยที่มีอิทธิพลต่าง ๆ ระดับของผลึกเรซิ่นมีผลกระทบที่สำคัญที่สุดต่อการหดตัว
(3) วัสดุน้ำหนักโมเลกุล: สำหรับวัสดุเดียวกันน้ำหนักโมเลกุลที่สูงขึ้นนำไปสู่อัตราการหดตัวที่เล็กลง เรซินที่มีน้ำหนักโมเลกุลเท่ากัน แต่ความสามารถในการไหลที่ดีขึ้นแสดงการหดตัวของการขึ้นรูปต่ำ
(4) การปรับเปลี่ยนวัสดุ: การเพิ่มเรซินอื่น ๆ อีลาสโตเมอร์หรือฟิลเลอร์ลงในฐานเรซิ่นช่วยลดอัตราการหดตัวลงในองศาที่แตกต่างกัน ความแตกต่างในอัตราการหดตัวของเรซิ่นส่งผลกระทบอย่างมากต่อความแม่นยำในมิติของชิ้นส่วนในระหว่างการประมวลผลการหลอมเหลว ในการผลิตชิ้นส่วนพลาสติกที่มีความแม่นยำสูงต้องใช้เรซินที่มีอัตราการหดตัวต่ำ ตัวอย่างเช่น PP Resin มีอัตราการหดตัว 1.8%–2.5%และการหดตัวเพิ่มขึ้นเมื่อน้ำหนักโมเลกุลลดลงทำให้ยากที่จะผลิตชิ้นส่วน PP ที่มีความแม่นยำสูง
2. อิทธิพลของกระบวนการที่มีอิทธิพล:
(1) ด้วยอุณหภูมิการขึ้นรูปคงที่ความดันการฉีดที่เพิ่มขึ้นจะลดการหดตัว
(2) การเพิ่มแรงดันการถือครองจะลดการหดตัว
(3) การเพิ่มอุณหภูมิหลอมละลายลดการหดตัวเล็กน้อย
(4) อุณหภูมิแม่พิมพ์ที่สูงขึ้นจะเพิ่มการหดตัว
(5) เวลาในการถือครองนานขึ้นจะลดการหดตัว (การหดตัวไม่ได้รับผลกระทบหลังจากการแข็งตัวของประตู)
(6) เวลาการระบายความร้อนที่ยาวขึ้นในระยะยาวจะลดการหดตัว
(7) ความเร็วในการฉีดที่สูงขึ้นมีแนวโน้มที่จะเพิ่มการหดตัวเล็กน้อย (ผลเล็กน้อย)
(8) การหดตัวของการปั้นมีขนาดใหญ่หลังการกระแทกมีขนาดเล็ก โพสต์-กระแทกมีความสำคัญในช่วงสองวันแรกและเสถียรหลังจากประมาณหนึ่งสัปดาห์

3. อิทธิพลของโครงสร้างส่วนหนึ่ง:
(1) ชิ้นส่วนที่มีผนังหนามีการหดตัวสูงกว่าชิ้นส่วนผนังบาง
(2) ชิ้นส่วนที่มีเม็ดมีดมีการหดตัวต่ำกว่าชิ้นส่วนที่ไม่มีเม็ดมีด
(3) ชิ้นส่วนที่มีรูปร่างที่ซับซ้อนมีการหดตัวต่ำกว่าชิ้นส่วนที่มีรูปร่างเรียบง่าย
(4) การหดตัวในทิศทางความยาวน้อยกว่าการหดตัวในทิศทางความหนา
(5) รูภายในมีการหดตัวสูงในขณะที่คุณสมบัติภายนอกมีการหดตัวต่ำ
4. อิทธิพลของโครงสร้างที่มีอิทธิพล:
(1) ขนาดประตูที่ใหญ่ขึ้นจะลดการหดตัว
(2) การหดตัวในแนวตั้งฉากกับทิศทางประตูจะลดลงการหดตัวขนานกับทิศทางประตูเพิ่มขึ้น
(3) พื้นที่ที่อยู่ไกลออกไปจากประตูมีการหดตัวต่ำกว่าพื้นที่ใกล้ประตู
(4) ส่วนของชิ้นส่วนที่ถูก จำกัด ด้วยแม่พิมพ์แสดงการหดตัวที่ต่ำกว่าส่วนที่ไม่มีข้อ จำกัด มีการหดตัวที่สูงขึ้น
วิธีการปรับเปลี่ยนเพื่อลดอัตราการหดตัวของพลาสติก
1. การเติมไฟเบอร์:
เส้นใยรวมถึงเส้นใยอนินทรีย์และอินทรีย์ต่างๆ การใช้เส้นใยแก้วเป็นตัวอย่างการเพิ่มเส้นใยแก้ว 35% ลงในเรซิน PP สามารถลดอัตราการหดตัวจาก 1.8% (ไม่เต็ม) เป็น 0.5% พลาสติกเสริมใยแก้วยาวที่พัฒนาขึ้นในช่วงไม่กี่ปีที่ผ่านมามีข้อได้เปรียบในการควบคุมการหดตัวแสดงอัตราการหดตัวต่ำและสอดคล้องกันทั้งในทิศทางตามยาวและตามขวาง
2. เติมฟิลเลอร์แบบอนินทรีย์:
ฟิลเลอร์อนินทรีย์รวมถึงแป้ง, แคลเซียมคาร์บอเนต, แบเรียมซัลเฟต, ผงไมกา, วอลลาสตันและมอนต์โมริลโลไนต์ ฯลฯ ชนิดของฟิลเลอร์รูปร่างขนาดอนุภาคและระดับการรักษาพื้นผิวทั้งหมดมีผลต่อประสิทธิภาพในการปรับเปลี่ยนอัตราการหดตัวของเรซิน
(1) รูปร่างฟิลเลอร์: ฟิลเลอร์ที่มีรูปร่างต่าง ๆ มีผลต่อการลดการหดตัวแตกต่างกันโดยมีลำดับประสิทธิภาพ: เกล็ด> เข็มเหมือนละเอียด> เม็ด> ทรงกลม ตัวอย่างเช่น Montmorillonite และ MICA ที่เป็นขุยลดการหดตัวของคอมโพสิตอย่างมีนัยสำคัญ
(2) ขนาดอนุภาคฟิลเลอร์: สำหรับฟิลเลอร์เดียวกันขนาดอนุภาคขนาดเล็กมีผลกระทบมากขึ้นในการลดการหดตัว ตัวอย่างเช่นใน PP ที่เต็มไปด้วยแป้ง (20% Talc + 8% POE) เนื่องจากขนาดอนุภาคแป้งเพิ่มขึ้นจาก 1250 ตาข่ายเป็น 5,000 ตาข่ายอัตราการหดตัวลดลงจาก 1.05% เป็น 0.8%
(3) การรักษาฟิลเลอร์: การรักษาพื้นผิวของฟิลเลอร์ช่วยเพิ่มผลลดการหดตัว ตัวอย่างเช่น ABS ที่เต็มไปด้วยแป้ง 10% แสดงการลดการหดตัวจาก 0.48% เป็น 0.42% เมื่อ TALC ได้รับการรักษาด้วยสารเชื่อมต่อแบบอะลูมิเนต
(4) การโหลดฟิลเลอร์: สำหรับฟิลเลอร์เดียวกันผลการโหลดที่สูงขึ้นในการลดอัตราการหดตัวมากขึ้น
3. ลดความเป็นผลึก:
(1) การเพิ่มสารลดการตกผลึก: ที่ใช้กันทั่วไปเป็นสารประกอบโมเลกุลขนาดเล็กที่ขัดขวางความสม่ำเสมอของโมเลกุลและการเคลื่อนไหวของโมเลกุลในสถานะละลายซึ่งจะช่วยลดความเป็นผลึก
(2) การเพิ่มเรซินอื่น ๆ : การผสม LDPE หรือ HDPE จำนวนเล็กน้อยลงใน PP สามารถขัดขวางการตกผลึกในระหว่างการประมวลผล ยังสามารถเพิ่มเรซินที่ไม่ใช่ผลึกเช่น PS, ABS, PMMA หรือ PC ได้
4. เพิ่มอีลาสโตเมอร์:
สามารถเพิ่มอีลาสโตเมอร์เช่น POE, EPDM และ SBS ได้ เมื่อเนื้อหาของอีลาสโตเมอร์ต่ำกว่า 5%ผลกระทบต่อการลดการหดตัวของ PP จะคล้ายกัน เนื้อหาที่สูงกว่า 5% ประสิทธิภาพแตกต่างกันไปตามประเภทโดยมีลำดับการลดการหดตัวเป็น: POE> EPDM> SBS (สอดคล้องกับผลกระทบที่แข็งแกร่งต่อ PP) การรวมฟิลเลอร์อนินทรีย์และอิลาสโตเมอร์ใน PP ให้ผลลดการหดตัวที่ดีขึ้น
5. การดัดแปลงการปลูกถ่ายอวัยวะทางเคมี:
การดัดแปลงการปลูกถ่ายอวัยวะของ PP สามารถลดความเป็นผลึกได้ซึ่งจะทำให้อัตราการหดตัวลดลง